直缝管行情报价
更新时间:2026-04-14 01:48:37 ip归属地:东莞,天气:阴转多云,温度:23-29 浏览:1次

- 发布企业
- 天鑫达螺旋管生产厂家(东莞市石龙镇分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 方钢生产厂家
- 所在地
- 槐荫区经十西路红旗钢材市场东院
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 杨经理 请说明来自华尔网,优惠更多
详细介绍
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
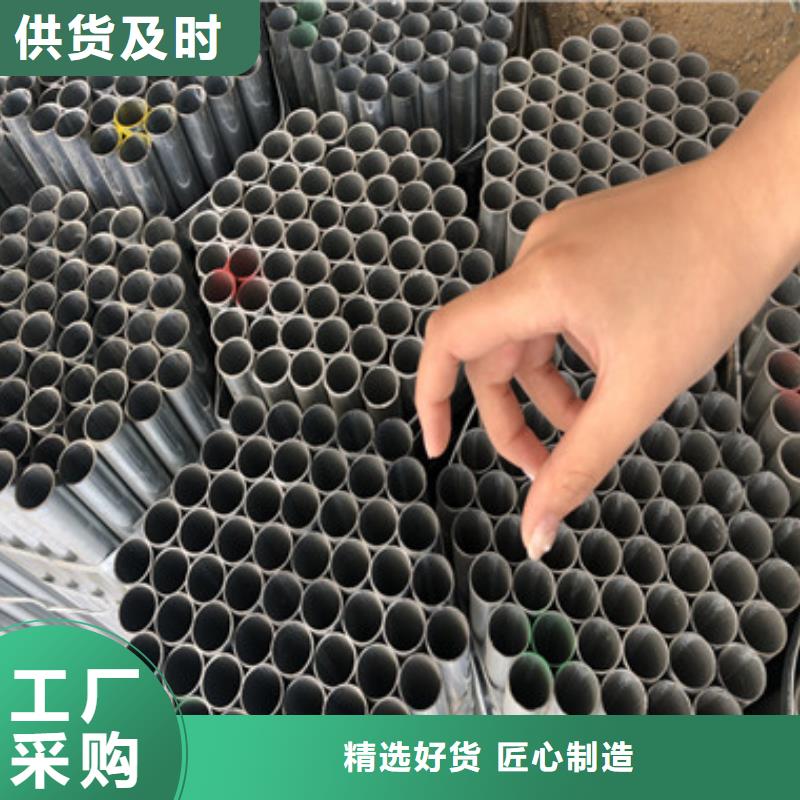
| 范围 | 直缝管行情报价供应范围覆盖广东省、东莞市、石龙镇、莞城区、南城区、万江区、石碣镇、茶山镇、石排镇、企石镇、横沥镇、桥头镇、谢岗镇、东坑镇、常平镇、寮步镇、大朗镇、麻涌镇、中堂镇、高埗镇、樟木头镇、大岭山镇、望牛墩镇、黄江镇、洪梅镇、清溪镇、沙田镇、道滘镇、塘厦镇、虎门镇、厚街镇、凤岗镇、长安镇等区域。 |


焊接速度?
焊接速度也是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。在高频焊管时,焊接质量随焊接速度的加快而提高。这是因为加热时间的缩短使边缘加热区宽度变窄,缩短了形成金属氧化物的时间,如果焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输入热量的变化而变化,形成内毛刺较大。在低速焊时,输入热量少使焊接困难,若不符合规定值时易产生缺陷。?
因此在高频焊管时,应在机组的机械设备和焊接装置所允许的 速度下,根据不
开口角?
开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊接质量的影响很大。?
减小开口角时,边缘之间的距离也减小,从而使邻近效应加强,在其它条件相同的情况下便可增大边缘的加热温度,从而提高焊接速度。开口角如果过小时,将使会合点到挤压辊中心线的距离加长,从而导致边缘并非在 温度下受到挤压,这样便使焊接质量降低,功率消耗增加。?
同规格品种选择合适的焊速。
感应器及阻抗器的放置位置
5.1感应器的放置位置
?感应器的放置位置(距挤压辊中心线的距离)对焊接质量影响很大。距挤压辊中心线较远时,有效加热时间长,热影响区宽,使焊缝强度降低;反之边缘加热不足,也使焊缝强度降低。感应器应与管同心放置,其前端与挤压辊中心线距离大约等于或小于管径(小管是1.5倍的管径)为 状态。



展望未来,东莞石龙镇天鑫达螺旋管生产厂家将继续坚持以“的 方钢生产厂家产品与周到的服务”为核心,清晰的展现发展蓝图!我们相信有您的支持我们会做的更好!

除锈等级
对于薄壁焊管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,一般要求薄壁焊管表面达到近白级(Sa2.5)。实践证明,采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~100μm,充分满足防腐层与薄壁焊管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级(Sa2.5)技术条件。
4.2喷(抛)射磨料
为了达到理想的除锈效果,应根据薄壁焊管表面的硬度、原始锈蚀程度、要求的表面粗糙度、涂层类型等来选择磨料,对于单层环氧、二层或三层聚乙烯涂层,采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用,而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的混合磨料(通常钢丸的硬度为40~50 HRC,钢砂的硬度为50~60 HRC可用于各种钢表面,即使是用在C级和D级锈蚀的钢表面上,除锈效果也很好。
4.3磨料的粒径及配比
为获得较好的均匀清洁度和粗糙度分布,磨料的粒径及配比设计相当重要。粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,在防腐过程中防腐层易形成气泡,严重影响防腐层的性能。

