圆管、圆管生产厂家-找万泽锦达机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 圆管、圆管-找万泽锦达机械制造有限公司供应范围覆盖江西省、上饶市、鄱阳县、信州区、广丰区、玉山县、铅山县、横峰县、弋阳县、余干县、万年县、婺源县、德兴市等区域。 |


多年来,上饶鄱阳万泽锦达机械制造有限公司一贯坚持外树形象,内强质量,一点一滴,铸信誉。 本公司经营 圆管弯弧机的生产销售和服务于一体的企业,另外本公司生产的 圆管弯弧机等已顺利通过质量体系认证,产品已销往全国各地,均得到用户高度评价。合理的价格,完善的服务,铸就了公司自己的品牌。


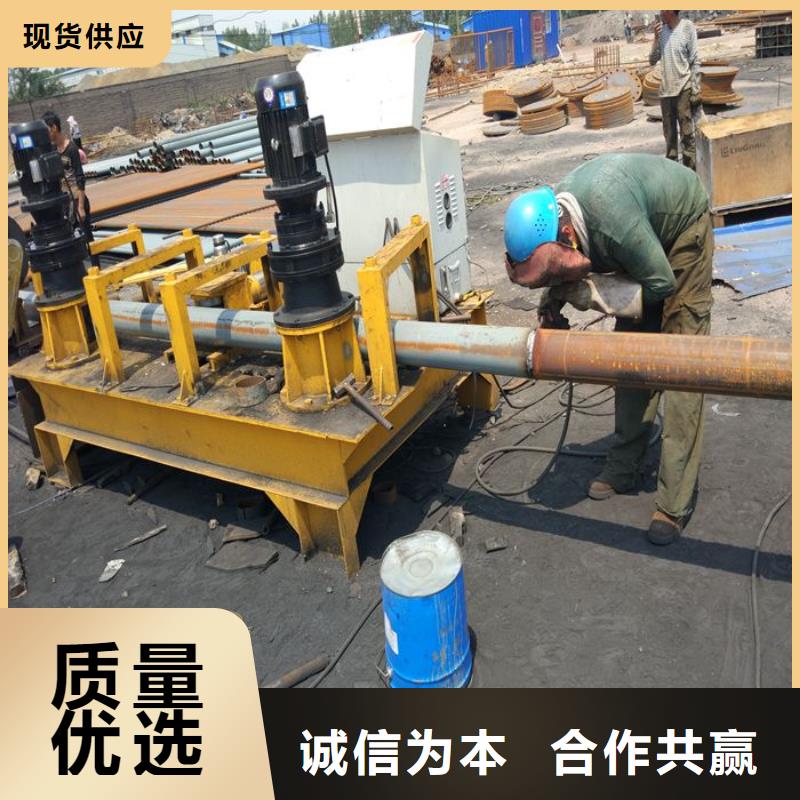
圆管弯弧机操作流程
1.操作弯弧机前,先检查设备各部位及电气开关、液压系统、控制系统是否完好,并开空机试验。
2.弯弧机须人员操作,多人操作时需要互相配合,操作时思想要集中。
3.根据加工件工艺要求,认真控制加工程序。
4.圆管进入滚轮后注意人体压伤、割伤发生。严防手或衣物被绞入辊子内,禁止人站在工件上。
5.圆管落位后及机床开动过程中,进出料方向严禁站人。
6.调整弯曲弧度、焊接、切割圆管时,须停机。
7.使用行车配合弯管工作时,应有指挥人员,夹具选择要适当;应配合行车工、挂勾工,吊装时严格遵守起重工操作规程;弯管机运转时,行机不准改变吊物受力状况。
8.取出已弯成的圆管时,须停机并采取防止圆管坠落的措施。弯成的圆管成品应摆放整齐并垫放平稳,防止滚动伤人。




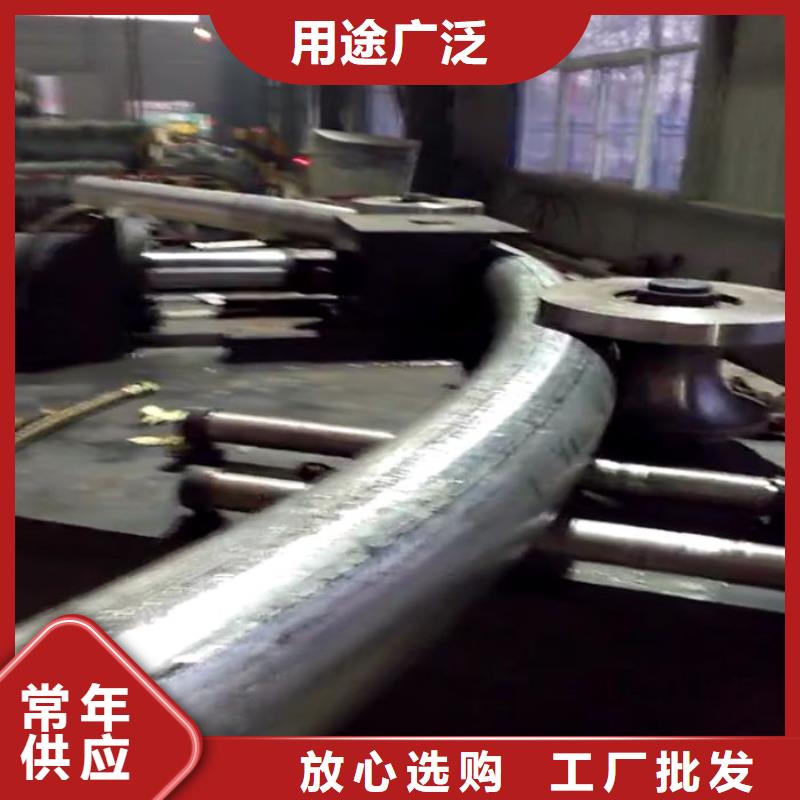
大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
5.合适的芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁防止其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。


- 专业销售伸缩楼梯-省钱 2026-03-28
- 定做公交站台、优质公交站台厂家 2026-03-28
- 精密管省心省钱 2026-03-28
- 玻璃鳞片胶泥-快来购买吧 2026-03-28
- 高空作业车出租-可在线咨询 2026-03-28
- 钢筋弯箍机弯曲机大型厂家 2026-03-28
- 可行性研究报告多年专注 2026-03-28
- 值得信赖的槽钢1供应商 2026-03-28
- 建筑沥青现货销售厂家 2026-03-28
- 注浆管、注浆管厂家-认准卓亚钢材有限公司 2026-03-28
- 清丰防火材料国标阻火圈老客户钟爱 2026-03-28
- 惠城喷泉-石雕喷泉制造生产销售 2026-03-28
- 柳城防撞墙模板-水泥防撞墙模具层层质检 2026-03-28
- 精密管省心省钱 2026-03-28
- 定做公交站台、优质公交站台厂家 2026-03-28
- 专业销售伸缩楼梯-省钱 2026-03-28
- 圆管、圆管生产厂家-找万泽锦达机械制造有限公司 2026-03-28
- 新款钢筋笼绕筋机厂家 2026-03-28
- 青冈常年供应精密钢管-报量 2026-03-28
- 桥东周边防伪厂家 2026-03-28
- 井陉矿防伪厂家现货直销 2026-03-28