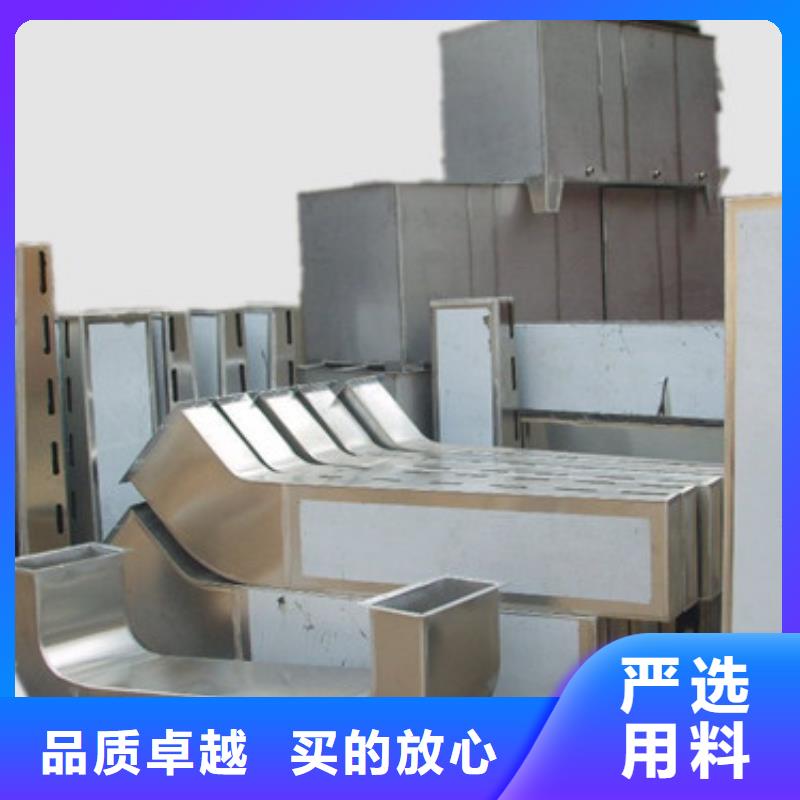
不锈钢钣金加工生产、运输、安装
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 名称:不锈钢钣金加工 | 加工类型:剪板、折弯,切割、焊接 |
| 范围 | 不锈钢钣金加工生产、运输、安装供应范围覆盖江苏省、无锡市、宜兴市、崇安区、南长区、北塘区、锡山区、惠山区、滨湖区、江阴市等区域。 |

未来我国钣金加工行业发展六大趋势
钣金加工中的钣金,其是有一些必要的守则的,而且是我们必须要进行遵守的,所以既然它很重要,那么下面,小编就来花点时间,来进行这方面内容的具体讲解,好让大家能够清楚明白进行学习、了解和掌握,从而能够更好来了解钣金加工,并深入到这一领域中,让自己的知识量更多、知识面更加丰富。
我国钣金行业仍将延续结构调整的势头,但同时会不断出现一些亮点。钣金企业两极分化的局面会愈演愈烈,一些不适应市场竞争的企业会通过不同渠道退出市场竞争,而钣金巨头会逐渐浮出水面。
1、中国作为全球钣金制造中心的地位将进一步稳固
随着中国融入全球经济环境进程的加快以及经济实力的快速崛起,中国已经成为全球有活力的经济地区。中国经济设施比较完善,产业发展比较成熟且劳动力成本较低,具有成为全球钣金制造中心的比较优势,钣金制造业外向型发展特征明显。
中心地位的加强首先表现在近几年五金产品的出口增长:主要钣金产品的出口增长率均高于产量的增长率,更高于国内市场销量的增长率;主要钣金产品开花,不仅电动工具、手工具、建筑五金产品这些传统的出口大类产品增幅很高,而且以前出口比重不大的厨电产品和卫浴产品2004年的出口增速亦十分明显。巨大的市场和中心地位引力将进一步吸引钣金跨国公司制造中心向中国的转移。
2、企业间的合作会明显加强
在全球竞争的环境下,为了获得有利的竞争地位和提高竞争力,产业资本是行业运行的另一个主题。2004年苏泊尔、华帝先后上市,宏宝也在为上市积极努力,万和的资本市场运作也不会因与粤美雅重组失败而停止。从资本角度讲,当前的主要特点是资本的扩张在加剧。从竞争行为上看,企业间资源共享的合作在增加。
3、企业两极分化将进一步加剧
未来几年将是钣金行业的高速震荡期,这种高速震荡带来的直接后果是导致目前钣金厨卫品牌阵营中两极分化的趋势扩大。预计今后几年真正能够在市场上存活的钣金企业没有现在这么多。但钣金行业的这种高速震荡将带来巨大的机会,震荡的结果将会使市场运作更加理性。
4、销售渠道间的竞争也日益激烈
由于国内钣金厨卫产品供过于求,质量压力增大,销售渠道成为关键的竞争因素之一,各方对渠道的争夺日趋激烈。一方面,厨电生产厂家加强了对零售终端的控制,力争减少销售环节,节省销售费用,使销售渠道向专业化方向发展,企业销售模式朝着能同时适应多样市场的方向发展。另一方面,销售业发展的趋势使大型家电连锁店的地位不断上升,对行业的控制能力增强,参与并引发了以前主要由制造商主导的价格竞争。大型零售商凭借其广阔的市场覆盖面、采购规模和成本优势,在产品定价、货款交割等方面对生产企业的控制能力将日益增强。5、市场竞争将转向高品质、高技术含量的产品上
随着竞争的深入,钣金产业链各阶段的利润空间均在压缩,降价的空间日趋减少。越来越多的企业认识到单靠价格竞争不能建立核心竞争力,不是长远发展的方向,从而努力探索新的发展道路。许多五金企业加大了技术投入,开发新的具有高技术含量的产品,将产品的差异化作为企业发展的长久之计,寻求新的市场需求,建立新的经济增长点(进入如小家电和其他相近行业),以实现企业的可持续发展。


关于如何优化钣金件设计?
随着我国社会建设的不断深入,钣金件逐渐应用在了人们生活中。通常情况下,钣金加工是用金属薄板进行冷加工的工艺,从而得到符合应用需求的钣金配件。
通常情况下,钣金件具备较为明显的强度、重量以及成本等优势,同时相对于传统的零部件具备更加优良的到点性能,所以,截至目前,钣金件已经逐渐地被应用在了我国电子、通信等高科技领域,
与此同时,人们对于钣金件的质量和功能也逐渐提出了更高的要求,由此,针对原有的钣金件加工工艺进行适当的优化,就成为钣金加工人员研究的重点。根据实际的研究,本文认为应从钣金件加工环节四项基础冷加工环节的应用入手逐一进行有关加工工艺的优化工作。
1 冲裁环节
首先,就冲裁环节来说,通常情况下冲裁是指通过对模具的冲模,进而致使钣金材料之间相互的分离,从而实现钣金的分离,这一环节通常被应用在加工形状相对比较简单的零部件加工环节,从而实现加工形状精准程度较高的同时大程度上减少材料的浪费。
在这一环节,首先应针对冲裁钣金部件的外形进行控制,可以在冲裁剪的外部和内孔的转角区域,应该设置圆弧的方式进行转角的过度,避免角度尖锐的同时减少因后续热处理环节不当所造成的模具开裂的问题,影响后续的钣金构建;而后,应该针对冲孔及其小值进行优选。通常情况下,在进行钣金件的冲孔时,如果冲裁钣金件的冲孔尺寸小会在很大程度上降低对冲床的负载施放,但是如果过小的话,就容易造成模具所承载压力的数据骤然则更加,进而影响实际模具的质量情况。例如,在这一环节应该根据不同的钣金件荷载目标进行有关钣金件冲孔的设置,基本状态下应保证孔径的长度在两倍的孔间距以上,并大于3.00毫米。后,针对冲裁件上的悬臂和凹槽设置应该在实际的工艺应用环节避免过狭或过长,从而有关模具刀口强度的同时控制悬臂的切口宽度应大于两百的钣金厚度。
2 折弯环节
折弯环节通常情况下是指将钣金材料防治在折弯设备上,通过上模或下模的压力使其发生钣金材料的弹性形变,并在发生弹性形变后按照实际的设计方案发生可塑性形变的过程。
在这一环节的应用过程中,应该根据实际的设计需求,选择不同的零件设置尺寸,并根据钣金原料的厚度情况确定折弯的实际操作。根据实际的折弯经验来说,在折弯环节容易出现局部的异常形变,进而影响钣金件的外观质量和实际应用情况,所以,在实际的操作环节,想要针对折弯环节进行工艺的优化应该由操作人员根据实际情况进行预先的切口,从而避免后续变形的问题。与此同时,当零部件需要进行多次的折弯操作时,应该在进行全部的折弯操作环节进行的预估,避免先行的折弯操作影响后续的折弯工序,从而达到预期的钣金件设计目标。
3 压铆环节
钣金件的压铆环节,是指将钣金材料通过压力的作用,使得钣金材料发生形变进而将其耦合在一起,这一工艺通常情况下被应用在螺钉压铆、螺栓压铆等环节,就落幕的压铆操作环节来说,通常情况下螺母呈现圆形并一段带有压花型的齿轮和导线槽口。所以,针对钣金件的压铆环节不仅仅将原有螺母的制作环节进行了质量上的优化同时也避免了焊接工作的进行。
如果想要收获较好的设计方案,首先,可以在实际的压铆环节根据不同压制螺栓的高度选择不同规格的模具,并对压铆装置的压力释放情况进行调整,保证螺母压制质量的同时避免出现废件的问题。其次,可以在压铆结构设置的环节,选择适配的钣金尺寸,进而保证压铆结果的同时避免钣金件压制环节的脱出。
4 焊接环节
焊接环节,是整个钣金件加工过程中冷作环节中将其各部分结构连接到一起的重要方式之一,所以,通常情况下这一环节都会被放置在高温的背景下进行操作。就目前来说,常见的焊接方式大都通过有氩弧焊、接触点焊等方式进行。
所以,在实际的焊接环节,应根据不同钣金件的性质进行不同焊接方法的选择,大程度上保证焊接形变的减少同时焊接的实际效率情况。例如,在实际的焊接环节,首先应确定留有的足够的焊接控制,其次,需要将焊接部位的长度控制较准确,避免出现钣金走形的同时优化焊接点的荷载情况。
5 结语
钣金加工工艺与现代生产存在着密不可分的关系,在钣金工艺快速发展的今天,我们应该对其加工工艺和改进措施进行了解和创新,使得钣金工艺有更好的发展。关键词:钣金件;加工工艺;优化设计 ;速加网钣金加工。



无锡宜兴华久钢铁物资有限公司是一家主要生产 不锈钢天沟的大型企业。多年来凭借雄厚的技术实力,优质成熟的产品,完善的服务体系,取得了迅猛的发展,无锡宜兴华久钢铁物资有限公司将充分发挥自身优势,秉承“科技领先,服务市场,诚信待人,追求完美”的宗旨和“产 品就是人品”的企业理念,不断进行技术创新、设备创新、服务创新、和管理方式创新来继续研发出更多满足未来发展需要的产品,推动我们 不锈钢天沟事业的发展。


机箱机柜钣金加工有哪些步骤方法
钣金加工机箱机柜时,我们都知道现在的客户对机箱机柜的要求很高,对于外观的要求也很严格,其实这外观不仅仅关系到美观的问题,它也直接的反应了产品的质量,同时也对日后的使用有着很大的作用。 对于机箱机柜外观重要性不言而喻,为了避免外观影响产品质量,在生产制作时,一定要仔细,对于外观上有问题时,一定要及时的补救,甚至是淘汰。
产品




- 不锈钢复合管-买贵可退 2026-04-03
- 现货供应专线直达_诚信企业 2026-04-03
- 方管规格材质 2026-04-03
- 变压器企业-实力雄厚 2026-04-03
- 优选:钢板品牌厂家 2026-04-03
- 找井盖厂家 2026-04-03
- 专业生产制造制砂机公司 2026-04-03
- 批发角钢_品牌厂家 2026-04-03
- 保温板期待您的垂询 2026-04-03
- 涂塑钢管报价资讯 2026-04-03
- 湖北省咸宁市通山县门卫室定制厂家直销 2026-04-03
- 黄石到成都返空货车整车运输公司 时效保证 2026-04-03
- 下花园区到重庆物流返空货车整车调配公司「全境直送/快运」 2026-04-03
- 现货供应专线直达_诚信企业 2026-04-03
- 不锈钢复合管-买贵可退 2026-04-03
- 不锈钢钣金加工生产、运输、安装 2026-04-03
- 景观护栏_景观护栏生产厂家 2026-04-03
- 水下堵漏厂家直发 2026-04-03
- 郫县不锈钢天沟优质商家 2026-04-03
- 蒲江不锈钢天沟资讯 2026-04-03
- 辽中开门机企业-信誉保障 2026-04-03
联系方式
